創立以来取り組んでいた自動車向け精密金型製作により
培われた技術・経験を基に基本に忠実なものづくりに取り組んでいます。
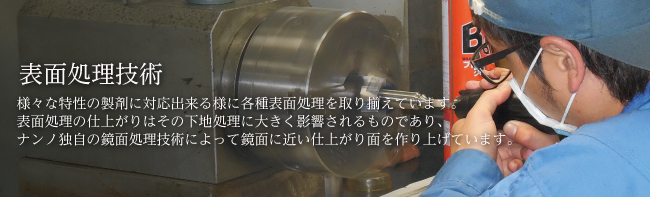
充実した生産・検査設備と、それを扱う職人により、MURAMASA打錠金型が生み出されます。
杵表面処理 状態比較表
| 中心部100倍 | 中心部350倍 | 中心部1750倍 | エッジ部100倍 | |
|---|---|---|---|---|
| 硬質クロム HCr
|
 |
 |
 |
 |
| 窒化クロム CrN-HCDⅡ
|
 |
 |
 |
 |
| 窒化クロム CrN-ARC
|
 |
 |
 |
 |
| 高強度膜 N2000
|
 |
 |
 |
 |
| 高強度膜 T2000
|
 |
 |
 |
 |
セラミックコート
セラミックコートを施す事により、従来の硬質クロムメッキでは解消できなかった打錠障害を改善する事が出来ます。特に耐摩耗性と耐離形性に優れ、それぞれに対応したセラミックコートをご提供しています。
高強度膜T2000

| 色 調 | ブルーグレイ |
|---|---|
| 特 徴 | 硬度/HV3200(膜厚/3~4μ) N2000より高い膜硬度と優れた離形性を持つコーティング。摩耗性の高い、酸化マグネシウムなどの製剤に対して特に効果を発揮します。 |
| 処理温度 | 450℃ |
高強度膜N2000
| 色 調 | ブルーグレイ |
|---|---|
| 特 徴 | 硬度/HV3000(膜厚/3~4μ) CrNと同等の離形性を持ちながら、より高い膜硬度を実現。摩耗性の高い、酸化マグネシウムなどの製剤に対して効果を発揮します。 |
| 処理温度 | 450℃ |
窒化クロムCrN
| 色 調 | シルバーホワイト |
|---|---|
| 特 徴 | Hv1800~2000 (膜厚3~4μ) HCDⅡとARCの2タイプがあります。 |
| 処理温度 | 450℃ |
- ■HCDⅡ新方式
- 硬度/HV1800(膜厚/3~4μ)
新しい蒸着方法によって、旧方式と同等の品質を保ちながら、表面の仕上がりがより鏡面状態に近くなります。
また、ドロップレットが少なくなったことで、スティッキングにより効果を発揮します。 - ■ARC
- 硬度/HV2000(膜厚/3~4μ)
鏡面状態はHCDDⅡより若干劣りますが、母材との密着性が高まることでHCDDⅡに比べて耐摩耗性に優れています。
硬質クロムメッキ
標準的な表面処理です。先端のみではなく全体にも処理可能で、防錆対策にも効果を発揮します。
硬質クロムHCr

| 色 調 | シルバー |
|---|---|
| 特 徴 | 硬度/HV800以上(膜厚/3~5μ) 最も一般的な表面処理膜です。 杵全体に処理することもでき、防錆にも有効です。 |
| 処理温度 | 50℃~70℃ |
ダイヤモンドコート
高い硬度の被膜を処理する事により、耐摩耗耐スティッキングで効果を発揮します。
ダイヤモンド・ライク・カーボンDLC

| 色 調 | ブラック |
|---|---|
| 特 徴 | 硬度/HV3000以上(膜厚/3~4μ) 膜硬度が高く、耐摩耗性に優れています。製剤によっては離形性もよく、化成品などに特に効果を発揮します。 |
| 処理温度 | 200℃ |